









产品推荐
-
¥30000元
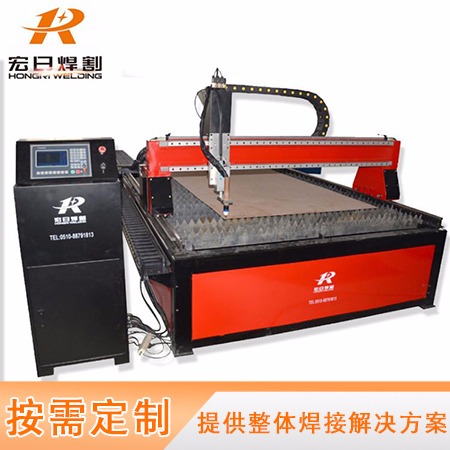
台式数控切割机等离子切割机
-

¥30000元
火焰等离子切割机 数控龙门切割机 定制钢板火焰切割机
-

¥9999元
无锡厂家生产数控等离子切割机小型 火焰切割机
-

¥80000元
工业机器人焊接机器人六轴机器人自动焊接机械手 非标定制
-

¥49999元
数控冲孔机 液压圆管方管扁钢半自动冲孔机
-

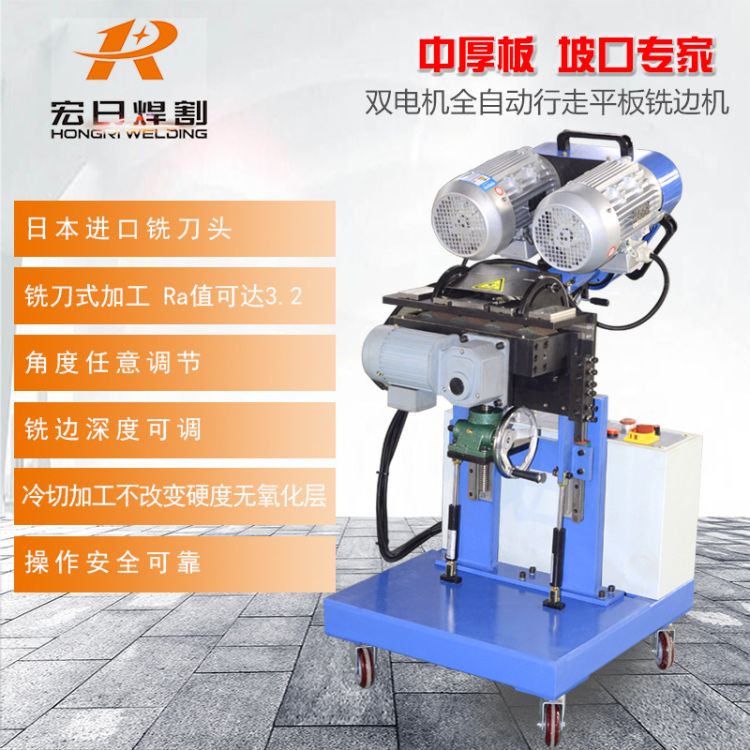
宏日焊割小型台式铣边机 钢板坡口机 全自动铣边机 板材倒角机
¥9999元
-

宏日厂家生产新款铣边机 HGMM-100全自动坡口铣边机 上下平板坡口机
¥39999元
-
宏日焊割HGMM-100全自动铣边机 钢板坡口机 无锡精工厂家
¥39999元
-

WSME-300氩弧焊机 逆变交直流脉冲氩弧焊机
¥4950元
-

焊接变位机 重型旋转自动焊接变位机 环缝自动焊接转台 钢管环缝焊接机
¥29000元
基本参数
| 品牌 | 宏日 | 型号 | HR-11630 |
| 电流 | 直流 | 控制方式 | 数控 |
| 频段 | 高频 | 驱动形式 | 电动 |
| 用途 | 金属板材切割 | 最大切割厚度 | 1-50 |
| 产地 | 无锡 | 动力形式 | 等离子 |
| 额定输入电源容量 | 3 | 加工定制 | 是 |
| 类型 | 等离子切割机 | 频率 | 50 |
| 售后服务 | 一年保修 | 输出电流调节范围 | 50 |
| 输入电压 | 220 | 外壳防护等级 | F |
| 外形尺寸 | 50*170*300 | 效率 | 36 |
| 作用对象 | 金属 | 作用原理 | 逆变 |
| 是否进口 | 否 | 订货号 | 256 |
| 货号 | 4785 | 等离子源 | 选配 |
| 空载电压 | 220 | 额定负载持续率 | 85 |
| 功率 | 28 | 功率因素 | 0.85-0.9 |
| 绝缘等级 | F | 安装占地 | / |
下单前,请详细咨询联系180-1839-9111!!!
产品概述:
随着我国的迅速发展,周期在不断地缩短,焊接自动化、焊接质量要求不断地提高。切割质量的好坏将直接影响到拼板的焊接质量和焊接自
动化的实现。为了满足飞速发展的需求,我们公司专门研制开发了等离子旋转坡口切割头,可实现V形定坡口和V形变坡口的切割,直口、坡口切
割及喷粉划线,同时也可对切割角度进行补偿。该设计方案的指导思想是:在保证船板坡口切割质量的前提下,提高设备的自动化程度,降低劳
动强度,提高切割生产效率。
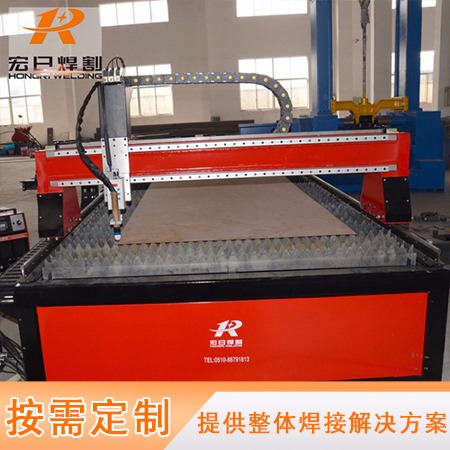
机器基本配置
机械部分 |
1 |
主机跨距 |
2000mm |
|
2 |
纵向导轨 |
3500mm长 |
|
3 |
数控移动体 |
弧压式初始定位和防碰装置 |
|
4 |
等离子夹具 |
1套 |
|
5 |
弧压调高装置 |
1组 |
|
6 |
驱动方式 |
双边驱动 |
|
7 |
系统、操作台、拖链系统方向 |
独立操作 |
电控部分 |
8 |
数控系统 |
斯达峰控制系统 |
|
9 |
驱动系统/电机 |
|
|
10 |
电气元件 |
西门子、欧姆龙 |
|
11 |
自动编程、套料软件 |
FASTCAM标准版 |
电源部分 |
12 |
等离子切割电源 |
宏日CUT-101 |
机器工作条件
1 |
电源电压/频率 |
3×380v±10%/50Hz 220v±10%/50Hz |
2 |
输入功率 |
3KW |
3 |
环境温度 |
-10℃-50℃ |
4 |
大相对湿度 |
≤95%无冷凝 |
5 |
周边环境 |
通风、无较大冲击 |
6 |
地震烈度: |
按6度设防 |
7 |
能源供应方式 |
各种能源均以总接口方式供应至设备相近的厂房柱侧 |
数控系统介绍
斯达峰控制系统:
SF-2000H火焰数控切割系统,可控制机床做火焰切割。可通过工艺选择进行设置,系统的操作和显示,都具有逐级功能窗口进行提示。根据屏幕窗口的提示,按[F1]至[F8]选择相应功能选择,按ESC放弃选择退回到上级菜单。
系统特色:
高可靠性、具有防范等离子强电干扰和雷击、浪涌等能力;
16M—32M超大用户程度存储容量,加工程序可达10000条;
可自如完成中英文转换可执行、显示、保存中文文件名;
丰富的软件功能,实用的火焰等离子切割工艺,小线段程序的处理,可广泛的应用于下料及广告、铁艺、文字切割;
可扩充四轴联动功能;
动态配合7寸液晶显示;
采用U盘读取程序和及时软件升级;
采用工业级ARM7处理芯片;
系统提供16路光电隔离输入,14路光电隔离输出;
脉冲当量:电子齿轮分子、分母设置范围(1—65535).
产品细节展示:



设备的安装、调试、验收
内容 |
设备运输: |
1卖方负责运输过程中的保险与安全。 |
2. 卖方将自行对设备进行包装,包装箱具有必要的发运标志和注意事项,设备包装具有防潮、防晒、防锈、防腐蚀、防震动及防止其他损坏的保护措施,从而保护设备能经受得住多次搬运、装卸及长途运输颠簸 |
3. 卖方负责使用设备装卸用的起吊工具,负责正确的将设备安装在规定地点 |
4.设备发运前,中标方负责人员将对招标方的地基、地基周边情况、周边已安装设备进行考察检验,并制定详细的进场方案,以避免安装时对周围设备造成影响 |
5.在确认招标方地基合格后,甲乙双方共同确定发运时间,因是多车发运,中标方将确定合适的发运顺序(与设备部件安装顺序一致),以便车到即可按顺序安装 |
安装: |
1.卖方负责将货物包装并完好运送至招标方安装现场,包装物不回收 |
2.卖方负责安装(指机器本体装配,不含基础、二次灌注、及盖板等,但基础调整垫铁、地脚螺栓等地基用附件由中标方提供)、调试直至交验,并有安装调试验收记录,招标方只负责设备基础制作(中标方需提出对设备基础图及平面布置图的要求,并由双方确认) |
调试: |
1.卖方提供调试、试车用一切易耗品(包括液压油、润滑脂、润滑油、冷却液、电极喷嘴、涡流环等)。试车用钢板由卖方提出具体型号、材质、数量,经招标方确认后,由买方负担,超出部分由卖方负担。买方提供水、电、气等方面的必要配合 |
验收: |
1.设备在制造过程中,卖方在对关键部件进行加工时提前1周应通知买方,买方可随时派人员对关键部件的关键工艺加工过程进行监检;买方有权对有异议的零部件要求卖方拆机重检,卖方不得拒绝,验收费用由卖方负责,制造质量和交货期不变。买方的查验不替代卖方的责任 |
2.设备在制造厂制造完成后,应进行组装运行试验及自检,设备制造完毕后,卖方提前1周通知买方,买方应派人员到工厂进行预验收。在预验收合格后,方可办理发货。买方的查验不替代卖方的责任 |
3.设备在买方处安装调试完成,试运行48小时后进行设备的终验收 ,卖方提供验收大纲,验收内容包括:外观质量、技术参数、动作性能、精度检验等。双方共同确认产品已达到规定的技术要求和质量要求后,由双方代表签署终验收报告。卖方并向买方设备管理部门交验 |
4.验收标准:按照相关国家标准、本技术规格书规定、卖方投标文件和卖方出厂标准进行,如有冲突,以较高要求执行 |
验收程序: |
1)预验收在制造厂进行,包括内容如下: 制造装配质量及表面质量 加工精度(按标准试件) 设备运转和动作程序 |
2)终验收在安装现场进行,包括内容如下: 设备整体质量、安装调试质量、几何精度、加工精度
|
质量保证及技术服务、培训: |
1.卖方对产品质量实行“三包”,质保期为双方代表签署终验收合格报告之日起12个月。质保期后,卖方对设备实现终身有偿服务,并以优惠的价格及时提供备品、备件 |
2.数控系统和进口等离子电源保修壹年。 |
3.质保期内出现产品质量问题,卖方在接到买方通知后8小时内做出答复,48小时内派人员到现场免费更换有问题零件。在售后服务过程中,卖方服务人员做到故障不排除不得离开现场,直至买方满意为止 |
技术培训: |
提供免费二次培训服务,包括操作、维修、技术培训,分别在预验收和终验收过程中进行,集中正规授课不少于20学时,培训人数由买方确定。对操作者培训应达到能单独操作为止。 技术培训服务方案: A:需方根据生产的需要,需方至少提货前一周内,可派操作工(操作工至少相当于高中文化水平,实践能力强)和编程工(程序员至少相当于高中文化水平,熟练操作CAD制图)两人来供方制造厂进行技术培训。 B:供方将实行免费为期2天到一周技术培训:数控切割机操作培训、设备保养、维切割机、软件编程套料1天,若在培训过程中学员尚有疑问的地方,我们保证学员学会为止。 C:可为培训合格的学员可颁发数控切割机操作及编程结业证书。 |
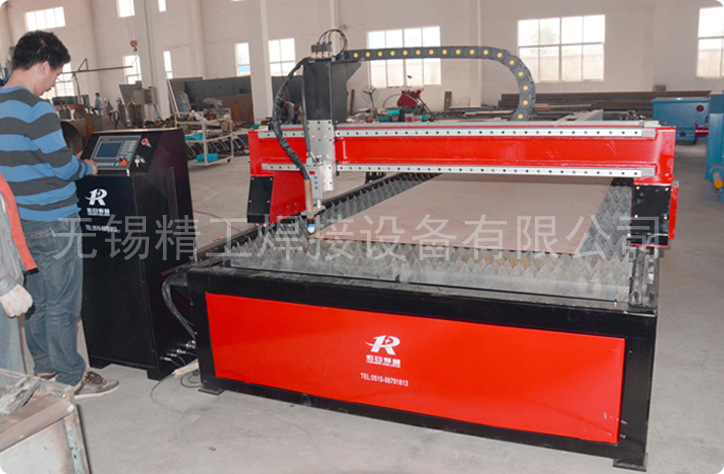
无锡精工焊接设备有限公司

联系人:
王经理

服务热线:
ꔲꔲ沈沈ꔲꔲꔲ
륇-혒ꔲ-륇팒ꔲꔲꔲ

公司地址:
无锡市锡山区东港镇黄土塘村
-

双电机60mm钢板坡口机 全自动行走铣边坡口机 不锈钢碳钢坡口机¥29999元
-

便携式火焰等离子切割机 数控等离子切割机厂家¥9999元
-
台式数控等离子切割机 金属板数控等离子切割机 可切割任意图形¥29999元
-
全自动数控冲孔机 冲孔机 管材货架冲孔机 数控方管圆管冲孔机¥49999元
-

大量供应 重型十字操作架 自动焊接用十字操作架 十字操作架批发¥9999元
-
全自动数控等离子切割机 火焰离子切割机 数控等离子切割¥30000元
-
数控等离子切割机 龙门式火焰切割机 厂家直供 免费安装¥30000元
-

专业供应龙门数控多条直头火焰切割机 金属板材数控等离子切割机¥30000元
台式火焰切割机 全自动数控等离子切割机 质量保障相关产品
- 数控等离子厂家全自动数控切割机钢板切割机龙门式数控切割机
- 数控相贯线切割机,自动计算数控套料切割相贯线
- 五轴相贯线切割机,桁架建设圆管相贯线坡口切割
- 圆管相贯线切割机,桁架支管母管相贯线切割
- 三轴相贯线切割机,钢管无需坡口相贯线切割
- 圆管相贯线切割机,信本科技厂家供应
- 六轴相贯线切割机,钢管母管支管相贯线坡口切割
- 管桁架加工设备,六轴相贯线切割机
- 五轴相贯线切割机,钢构行业钢管相贯线坡口切割
- 数控相贯线切割机,数控等离子切割钢管
- 经济型相贯线切割机,适合现场施工钢管相贯线切割
- 相贯线等离子切割机,数控相贯线切割钢管
- 桁架加工设备,数控相贯线切割机
- 六轴相贯线切割机,母管支管坡口切割
- 六轴相贯线切割机,数控切割钢管相贯线坡口
- 奥迅便携式数控切割机,火焰等离子一体机,山东便携式切割机
- 奥迅便携式数控切割机,全自动金属切割,自动套料无需编程!
- 奥迅便携式等离子切割机,滨州便携式火焰切割机,数控切割设备
猜你在找
- 便携式龙门数控等离子火焰两用切割机小蜜蜂轻型全自动金属下料机
- 轻型龙门等离子火焰两用数控切割机便携式小蜜蜂全自动钢板下料机
- 便携式数控小蜜蜂火焰等离子两用切割机小型全自动钢板钢材气割机
- 龙门数控等离子切割机 等离子切割机 数控等离子火焰切割机
- 明捷便携切割电焊一体机大功率金属等离子切割机大型等离子激光切割机
- 久泰大型等离子激光切割机便携切割电焊一体机大功率金属等离子切割机
- 西恩数控 封头开孔切割机设备 压力容器封头开孔切割机全自动等离子数控切割设备厂家直销
- 西恩数控 数控切割机 龙门切割机 管板切割机 板材切割 龙门式管板数控切割机 等离子切割机 金属板材切割机
- 西恩数控 封头坡口切割机 等离子数控封头零件坡口一体切割机设备
- 西恩数控 压力容器储罐封头开孔切割机设备 智能全自动等离子数控封头开孔切割机设备厂家直销
- 西恩品牌 数控火焰等离子金属板材切割机 台式等离子板材切割机设备系列厂家
- 西恩数控 钢板切割数控设备 封头切割机 封头开孔 打孔切割机 锅炉切割机 等离子切割机 数控切割机
免责声明:以上展示的台式火焰切割机 全自动数控等离子切割机 质量保障信息由无锡精工焊接设备有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:台式火焰切割机 全自动数控等离子切割机 质量保障
更新产品链接为:https://www.51pla.com/html/sellinfo/313/31302360.htm
发送询价单


