








河南自动化WC硬质合金悬浮堆焊、耐磨喷焊设
| 价格 | ¥78000.00/台 | ¥77000.00/台 | ¥76000.00/台 |
| 起订量 | ≥1 | ≥2 | ≥3 |
| 所在地 | 河南 郑州 | 可售量 10台 |
手机扫码快速拨号

产品推荐
-

¥130元
截齿钎焊用X-55铜焊片生产厂家
-

¥62000元
河南碳化钨合金颗粒悬浮堆焊工艺提供商
-

¥660000元
河南自动化截齿合金颗粒焊接热处理生产线
-

¥69000元
河南自动化中频盾构刀具钎焊设备
-

¥76000元
河南自动化WC硬质合金悬浮堆焊、耐磨喷焊设

-

一字钎头十字钎头合金颗粒焊接设备
¥54000元
-

硬质合金颗粒堆焊设备供应商
¥66000元
-
好用的截齿合金颗粒堆焊设备
¥660000元
-

截齿碳化钨合金颗粒焊接设备卖家
¥65000元
-
山东硬质合金颗粒堆焊设备截齿焊接设备卖家
¥650000元
基本参数
| 品牌 | 比亚特自动化 | 型号 | 合金颗粒焊接 |
| 用途 | 提升工件使用寿命 | 产地 | 河南 |
| 适用范围 | 焊接热处理行业 | 最大输入功率 | 500KW |
| 质保期 | 1年 | 使用周期 | 长期使用 |
以下说明仅供参考自动化WC硬质合金悬浮堆焊、耐磨喷焊设备——比亚特自动化堆焊设备——合金颗粒焊接设备
在焊接、堆焊领域,许多厂家都知道硬质合金是由钨和碳组成的化合物,硬度高,摩氏硬度为 8.5-9,熔化温度达到 2870° C;和低电阻的碳化钨,常作为刀具材料,高硬度和高耐磨的设备部件,以及用于高硬度装甲制造。此外,碳化钨是解决耐磨行业局部严重磨损的有效材料。例如,一个铲头或刮板装载机抓斗,在工作时,需要经常搬运物品或摩擦,或者是一个铲头,如果全部用碳化钨制造, 成本太高,而且没有必要,在实践中只需要增加耐磨性强度就可以解决局部磨损的问题。

1、传统堆焊工艺
焊接具有恢复焊接件尺寸和表面强化的两种功能。堆焊方法是由火焰、电弧、等离子弧 等热源覆盖堆焊材料。堆焊层通过自重在工件表面沉积,耐磨、耐腐蚀、耐热。
目前,在堆焊过程中,首先用碳化钨等辅助材料制备碳化钨堆焊材料,主要由碳化钨堆 焊电ji和碳化钨堆焊丝组成。其中,有 2 种类型的碳化钨堆焊电ji的制备方法:一种是普通低碳钢丝的使用为核心材料,和过渡通过涂层中添加碳化钨颗粒;另一种是把碳化钨颗粒填 充到低碳钢或钢、低碳钢带涂层或钢管外涂层钢电ji式。
对于上述含碳化钨的堆焊材料进行堆焊的方法有手工电弧堆焊、氧-乙炔堆焊和钨ji氩弧堆焊 3 种。由于堆焊材料中碳化钨颗粒是事先加入堆焊材料中,而不是在堆焊过程中重新形成的,所以堆焊方法的不同,导致对碳化钨颗粒本身的如烧损和脱碳的影响不同,因此耐 磨性也会有不同的表现。
对于手工电弧堆焊方法来说,一般堆焊工艺参数与正常手工电弧焊接一样,比如,直径4.0mm 的焊条,堆焊电流一般为 170A 左右。由于电弧温度达到 4000℃以上,对碳化钨颗粒本身有一定的烧损作用,小的颗粒由于比表面积较大,很多被烧损,然后再重新形成碳化钨晶粒和其他组织。大的颗粒烧损相对较轻,但表面会出现一定程度的脱碳层,导致耐磨性能 下降。因此一般不建议使用此方法堆焊碳化钨。但是由于使用和操作方便,目前仍有一部分 场合在使用此方法。
对于氧-乙炔堆焊方法来说,由于火焰可分为中性焰、碳化焰和氧化焰 3 种,为了避免碳化钨颗粒的烧损和脱碳,尽量用高温度为 2700-3500℃的碳化焰,碳化焰能提高堆焊层中的含碳量,但由于其热火焰的温度也相对较低,而影响堆焊效率。
钨ji氩弧焊的温度高达 4000℃以上,在堆焊时控制焊丝的热输入很重要,一般是用电弧把母材加热到镜面状态,然后稍微加热焊丝,立即将焊丝端部送入电弧区。关键是尽量避 免电弧对焊丝的过渡熔化和烧损。

(1)碳化钨悬浮堆焊方法不需要预先将碳化钨颗粒与辅材制成碳化钨焊条或焊丝后再堆焊,而是直接将碳化钨颗粒堆焊在工件需要增加耐磨性的部位上,并且碳化钨颗粒在堆焊 过程中没有沉淀在堆焊层底部,而是从上至下均匀分散在堆焊层中,即悬浮在堆焊层中,冷 却后堆焊部位的耐磨效果较强。
(2)碳化钨悬浮堆焊方法根据实际使用需要,可以多层堆焊形成高寿命抗磨层,也可以基于成本考虑适当降低耐磨厚度。
(3)由于碳化钨颗粒以独立形式存在,该方法只需要提供能力将不含碳化钨的相应的焊丝熔化,焊丝熔化形成熔池后,再投放碳化钨颗粒进入熔池,整个堆焊过程对碳化钨颗粒 没有烧损影响。
(4)碳化钨悬浮堆焊装置的碳化钨供料装置的电机的转速可调,因此可以实现碳化钨颗 粒送料量的控制。
(5)碳化钨悬浮装置优选在水冷焊枪的下端外周没有抗磁偏吹装置,该装置能够保证实现稳定连续的焊接电弧,同时在堆焊过程中给熔池钢水一点的磁力搅拌,进一步使得碳化 钨颗粒分布均匀。
目前市场上有很多种碳化钨焊条或焊丝,结合上述堆焊方法使用时,由于碳化钨焊条或焊丝的熔敷的机理问题,堆焊后的效果并不理想,因此希望有一种工艺能使得碳化钨颗粒不烧损并附着在堆焊层中。但是由于碳化钨的比重大鱼普通钢水的比重,在堆焊过程中碳化钨颗粒会沉入焊接熔池底部,形成碳化钨和堆焊材分层,无法使得碳化钨颗粒悬浮在堆焊层中, 也就无法形成好的耐磨堆焊层。通过悬浮堆焊工艺,不仅可以让碳化钨均匀的分布在堆焊耐磨层中,也解决了传统碳化钨堆焊过程中对碳化钨的烧损,有效的提高了碳化钨的利用率和堆焊耐磨层的耐磨性能。
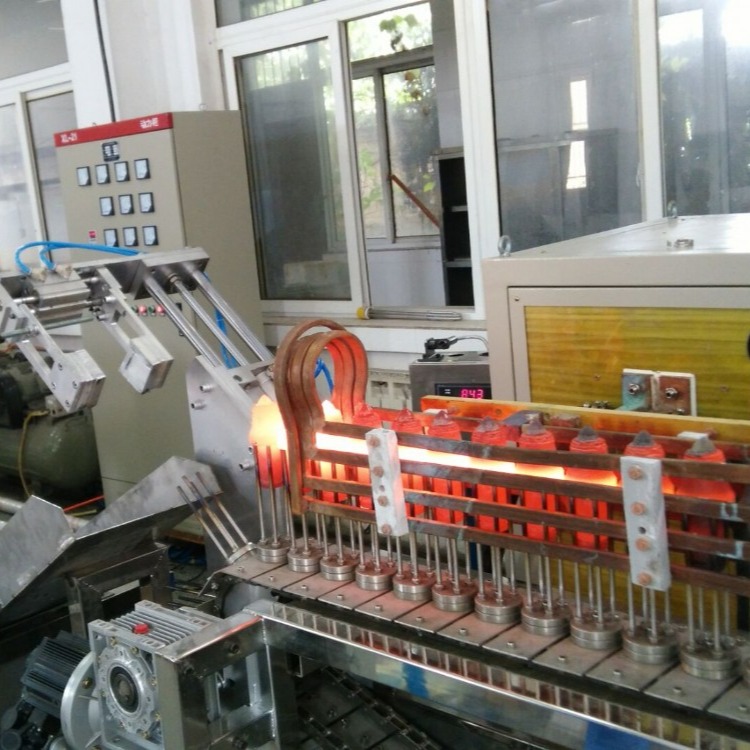
碳化钨合金颗粒焊接设备——煤截齿、旋挖截齿二保焊丝堆焊机床、硬质合金颗粒堆焊机,由PLC控制,60mm方钢框架焊接,A采取螺旋堆焊方式,前后旋转右步进电机控制,送丝焊把由气动气缸下降控制。B 采取摆动堆焊方式,气缸下降,工件前后移动同时旋转。
河南自动化碳化钨合金颗粒堆焊设备及工艺供应商郑州比亚特自动化设备有限公司可以为大家提供的截齿焊接热处理成套设备、自动化焊接工艺有:高频、中频、超音频感应加热设备,不锈钢行走工装,淬火槽,回火炉,抛丸机,提升机,卡簧安装机,涂油烘干机,等离子熔覆设备等等,该生产线自动化强,操作方便(1-3个人即可),焊接效果好。可用于机床导轨淬火,泵管内壁淬火,热处理淬火,合金焊接,铣刨齿,球齿,旋挖截齿,煤截齿,钎头自动加热焊接,表面热处理等行业。另外公司可配备闭式冷却塔、数控淬火机床,并可根据客户来图加工特殊工装。


郑州比亚特自动化设备有限公司

联系人:
吴松峰

服务热线:
꤁넶넶꤁넶꤂꤁뒅꤂읆

公司地址:
中车高科园二期7栋5单元
-

河南比亚特自动化感应加热设备合金颗粒焊接设备¥630000元
-

新工艺碳化钨合金颗粒焊接设备截齿堆焊设备¥69000元
-

郑州强化截齿焊接热处理生产线合金颗粒堆焊设备¥660000元
-

自动化好用的截齿焊接设备、耐用的截齿堆焊设备¥670000元
-

山东截齿合金颗粒堆焊工艺、Wc合金颗粒堆焊设备供应商¥630000元
-
石家庄中频截齿合金颗粒焊接生产线供应商¥660000元
-

河南自动化采煤机截齿中频焊接生产线¥660000元
-
河南碳化钨合金颗粒悬浮堆焊工艺提供商¥62000元
河南自动化WC硬质合金悬浮堆焊、耐磨喷焊设相关产品
- 铝箔焊接机、高频感应加热压焊机、动力电池极片焊接设备
- 深圳波纹钢管退火设备,不锈钢管涸溶生产线,高频退火机
- 薄壁不锈钢管光亮退火高频设备,超音频感应加热设备
- 不锈钢管退火设备、无缝钢管高频加热机,不锈钢波纹管涸溶设备
- 恒力台车式退火炉,台车式热处理炉
- 河南比亚特自动化感应加热设备合金颗粒焊接设备
- 新工艺碳化钨合金颗粒焊接设备截齿堆焊设备
- 郑州强化截齿焊接热处理生产线合金颗粒堆焊设备
- 自动化好用的截齿焊接设备、耐用的截齿堆焊设备
- 25KW高频退火机铝焊接设备高频机电磁感应加热设备淬火热处理加工
- 超音频感应加热设备 热处理加热设备 120KW电磁加热设备加工
- 20KW钎焊设备 铝焊接设备 高频电磁感应加热设备 高频机
- 铁氟龙换热器供应商铁氟龙换热器供应商
- 供应郑州全自动机床导轨淬火机(120KW)
- 山东截齿合金颗粒堆焊工艺、Wc合金颗粒堆焊设备供应商
- 石家庄中频截齿合金颗粒焊接生产线供应商
- 超音频80KW电磁加热设备 进口热处理退火设备 锻打设备加工
- 超音频5KW高频加热设备 高频感应淬火设备 麻花钻热轧设备
猜你在找
免责声明:以上展示的河南自动化WC硬质合金悬浮堆焊、耐磨喷焊设信息由郑州比亚特自动化设备有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:河南自动化WC硬质合金悬浮堆焊、耐磨喷焊设
更新产品链接为:https://www.51pla.com/html/sellinfo/350/35061741.htm
发送询价单


