









产品推荐
-

¥74元
PE给水管20010Mpa价格非开挖PE拉管
-

¥11元
热熔PE给水管安装施式步骤
-

¥50元
钢带增强波纹管连接方便长度可订制
-
¥295元
PE给水管100级全新料生产dn400报价
-

¥32.5元
PE给水管电熔连接国标PN16耐压力高
-

HDPE双壁波纹管SN8全规格报价
¥39元
-

全规格克拉管安装施工浙江供应厂家
¥90元
-

安徽克拉管dn700国标质量价格
¥490元
-
PE给水管电熔连接国标PN16耐压力高
¥32.5元
-
PE给水管100级全新料生产dn400报价
¥295元
基本参数
| 产地 | 河北 | 品牌 | 恒悦 |
| 型号 | 20-630 | 应用场所 | 水利,建筑,市政 |
| 压力 | 1.0mpa | 标准 | GB/T15558.1-2015 |
| 电话 | 15533725105 |
近年来,天然气的不断开采和利用使得天然气工业得到了迅速发展,特别是随着西气东输工程的实施,天然气在城市燃气中所占比例将越来越大;然而,燃气输配也限制着城市燃气工业的迅速发展;城市燃气管道有钢管、铸铁管等多种。但随着时间的推移,金属管材耐腐蚀性差,成本高,运输安装不便的缺点逐渐显露出来,尤其在地震烈度较高,属湿陷性地区,管线腐蚀更快,并且可能产生断裂及大量泄漏而引起燃气漏气、着火、爆炸等事故,于是人们把眼光投向了塑料PE管材。
一、PE 燃气管的现状
PE燃气管在国外已有几十年的使用历史,而国内从20世纪80年代初开始聚乙烯(PE)燃气管的研究,经过近20年的发展,积累了许多生产、设计、施工、验收和运行等方面的经验,有关国家标准GB15558.1-2003、GB15558.2-2005已出台,在一些管网中镀锌钢管、铸铁管将逐步被PE管所替代。随着成品工艺的不断改进,PE管的质量又有很大的提高,成为国家有关部门推广使用的新型管材。
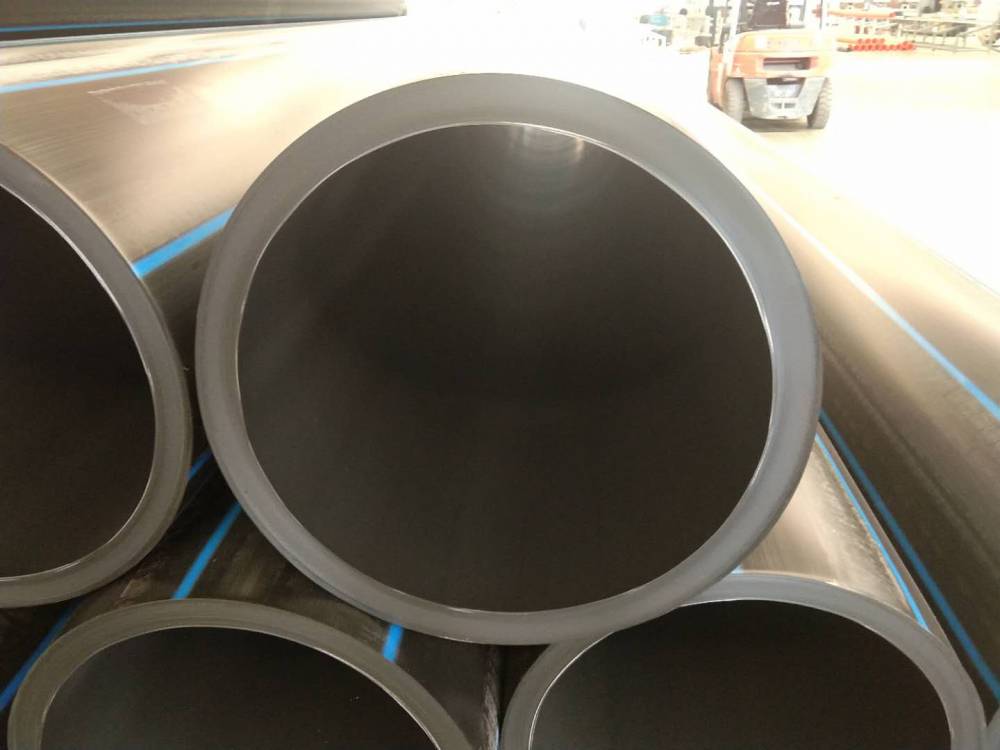
二、PE 燃气管的特性
PE燃气管以混配料为原料经过加热挤出,注塑而成。加入抗氧化剂和紫外线吸收剂是为了提高PE管的抗老化性能;加入着色剂(禁止使用白加黑)是为了把管材、管件制成特定的颜色,便于区别其他管材。PE管材的特点有使用寿命长、卫生性能良好、耐腐蚀性良好、高韧性、加工成型方便,安装简单,成本低。
三、PE 燃气管连接的原理
PE管的连接包括电熔和热熔,即熔连接是PE管道最主要的连接方法,也是PE管的主要优势;熔接是一种接头与管材一体化的连接方法,具有优异的永9密封性。
PE管属于部分结晶性的热塑性塑料,PE管焊接主要是利用热塑性塑料随温度变化而呈现出不同的物态变化。
PE管焊接的必要条件。
1、导致PE管塑料熔融流动的温度。
2、焊接时加热板表面压力、管道表面间压力以及焊接时作用在两个焊接面的压力。
3、压力及温度的作用时间。
四、PE 燃气管的焊接工艺
与焊接直接相关的参数有3个,即时间、温度、压力。
1、压力包括加热压力和焊接压力。加热压力在加热阶段,加热板表面的压力P1与管道表面间的压力P2;P1的作用是迫使管端面加热卷边,汤平因切削而留下的细小不平;P2是保证被加热的两管端面紧密贴合的最小压力,一般在作用过程中采用零压力。焊接压力P3,是焊接时作用两个焊接面上的压力。
2、时间包括加热时间、切换时间、压焊时间。加热时间在加热压力P1作用下,塑料表面被加热的时间t1和吸热压力P2作用下塑料被加热的时间t2。切换时间是指加压结束至压焊开始的一段时间t3,包括管道与被加热板分开的时间,加热板移出的时间和管道相互靠拢的时间,该时间要求尽量短。压焊时间是指保持焊接压力的时间t4。
3、在实际应用中,影响焊接的主要参数是吸热时间t2,焊接压力P3和压焊冷却时间t4,(t4、t2计算依据《燃气用聚乙烯管道焊接技术规则》,t2=δ×(11~13)s。t4=δ×1.2×1.5 min。其中,δ为管材厚度mm。
4、焊接压力(P)计算(计算依据《燃气用聚乙烯管道焊接技术规则》)。压力工艺参数PS应换算成设备使用时的系统压力P(即液压系统压力):
F1=PSA (1)
式(1)中,F1为管材所需对接力(N),PS为工艺压力(MPa),A为管材截面积(cm2)。
F2=PS(2)
式(2)中,F2为机具输出推力(N),P为液压系统压力(MPa),S 为液压系统执行油缸活塞总有效面积(cm2)。
由F1=F2得:
P=PS·A/S。(3)
应将拖拉力(油缸磨擦力)加到P上得到使用压力。
五、焊接质量分析
在焊接过程中,多余的熔融塑料被挤出,形成焊接接头,且焊接接头的大小和几何形状影像焊接质量。其焊接质量主要由焊接过程中的温度、压力及加热时间决定,下面是几种焊接的缺陷及成因。
1、标准焊接接头。接头中间向下凹陷,且凹陷深度不超过管道表面,焊接接头两边均匀,焊道圆滑。
2、不对称焊接接头。主要是由于加热时间成加热温度不同形成不对称接头,或由于焊接不同种材料的管道时加热时间内熔融塑料的流动指数不同所致。
3、窄而高的焊接接头。这是由于焊接压力过大而导致的。
4、较小的焊接接头。这是由于焊接压力过小而致或油缸行程不足所致。
六、PE 管道焊接时应注意的问题
1、清除管材,管件内部、外部的灰尘及异物。
2、用刮刀刮除管件或管材所需焊接区外表面0.1~0.3 mm的氧化层,并保证焊接区域干净、平整、无碎屑。
3、用洁净的棉织物将加热板处理干净。
4、在焊接时及焊接完成后的冷却时间内不得移动电熔管件且焊接区在熔接过程直至充分冷却,严禁受外力冲击,也不能采取任何强迫方法强制。




河北业合管业有限公司

联系人:
马彩艳

服务热线:
퍢ꠕꌡ
ꠕ-ꠕꠕ퍢ꌡ

公司地址:
盐山县靖远西路谢园加油站对过
-

dn1000钢带增强波纹管哪家便宜¥0.1元
-

天然气管材pe燃气管生产厂家注重品质¥9元
-
pvc-u给水管城市供水专用管材易施工¥4元
-

pvc给水管国标参数知识¥4元
-

低压农田排水管PVC灌溉管质量精品¥9元
-

PVC农业灌溉管低压输水管之¥18元
-

钢带增强波纹管排水排污价格童叟不欺¥55元
-

大口径钢带增强波纹管排水管供应厂家物超所值¥28元
PE燃气管城市天然气输送管材发展快速相关产品
- 厂家生产雨水井,污水井,检查井批发
- 厂家生产检查井,雨水井,污水井 批发
- 厂家生产检查井,雨水井,雨水井经销批发
- 厂家生产雨水井,检查井,污水管批发
- 嘉兴禹万川沟槽式HDPE超静音排水管柔性连接---斜四通
- 沟槽柔性连接HDPE超静音排水管材管件-平面四通
- 沟槽柔性连接HDPE超静音排水管材管件-110平面斜四通
- 郑州沟槽式HDPE超静音排水管--柔性连接--HDPE110管材
- 浙江沟槽HDPE超静音排水管厂家-柔性连接管件--ABS卡箍
- 湖南新邵HDPE塑钢缠绕管增强螺旋管PE塑钢管dn300厂家直销
- 宜万川沟槽式HDPE超静音排水管生产厂家--平面四通(110*50)
- 宜万川沟槽式HDPE超静音排水管嘉兴生产厂家--PE实壁中空管材
- 宜万川沟槽式HDPE超静音排水管生产厂家,HDPE静音管材
- 沟槽式.承插式.HDPE.HRPP超静音排水管材及管件.直角四通
- 重庆沟槽式HDPE超静音排水管管件--直角四通(110*50)
- 宜万川沟槽式HDPE中空双壁超静音排水管--柔性连接HDPE管材
- 宜万川沟槽HDPE超静音排水管厂家-宜万川
- 沟槽式HDPE超静音排水管生产厂家 -P型存水弯,宜万川品牌
猜你在找
免责声明:以上展示的PE燃气管城市天然气输送管材发展快速信息由河北业合管业有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:PE燃气管城市天然气输送管材发展快速
更新产品链接为:https://www.51pla.com/html/sellinfo/358/35823946.htm
发送询价单


