







产品推荐

-

6000W高速激光熔覆机 应用于液压油缸磨损修复 还原尺寸
¥13140元
-

多木 大功率激光熔覆机设备
¥13140元
-

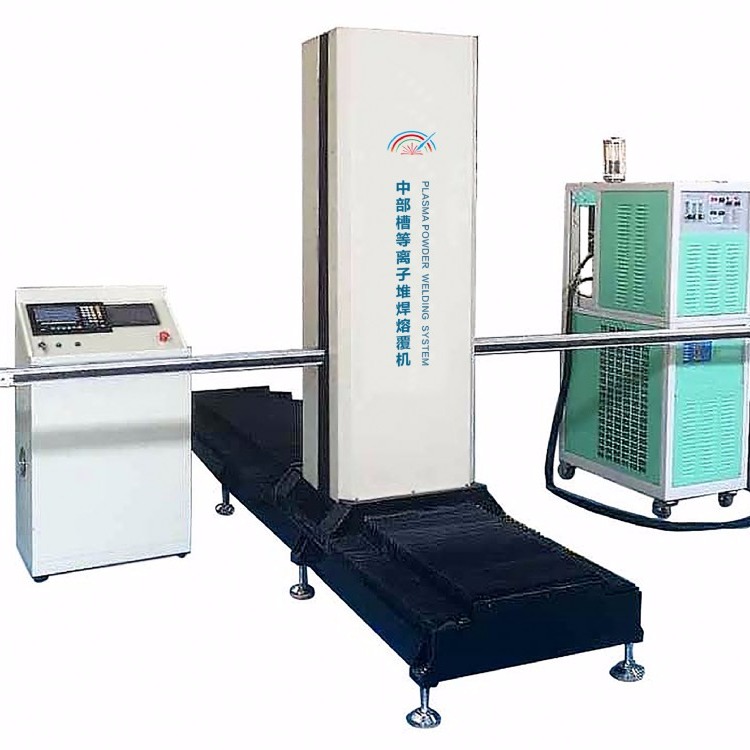
等离子熔覆机 修复密炼机转子 上海多木DML系列
¥122555元
-

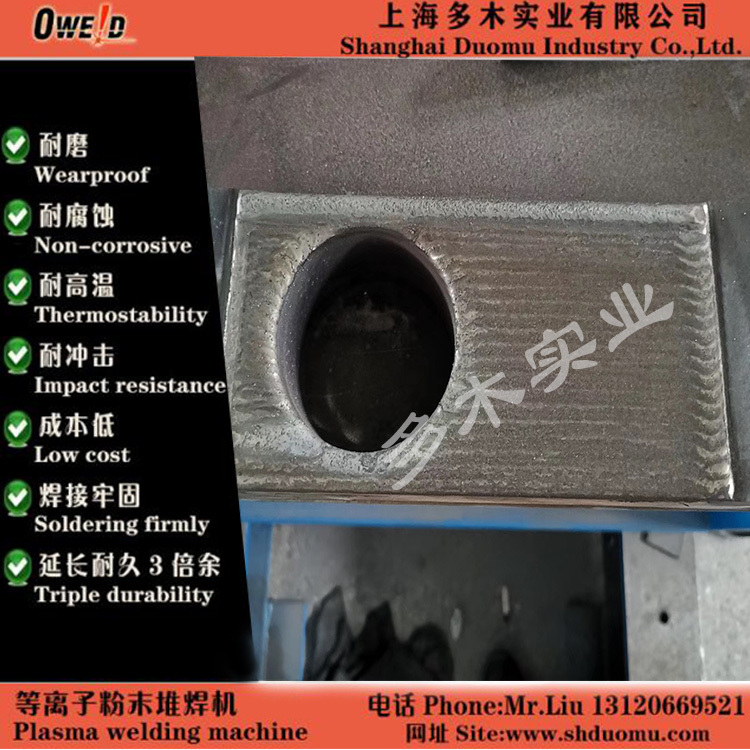
阀门密封面等离子堆焊机 堆焊合金粉末涂层 上海多木 DML-V03BD
¥52000元
-
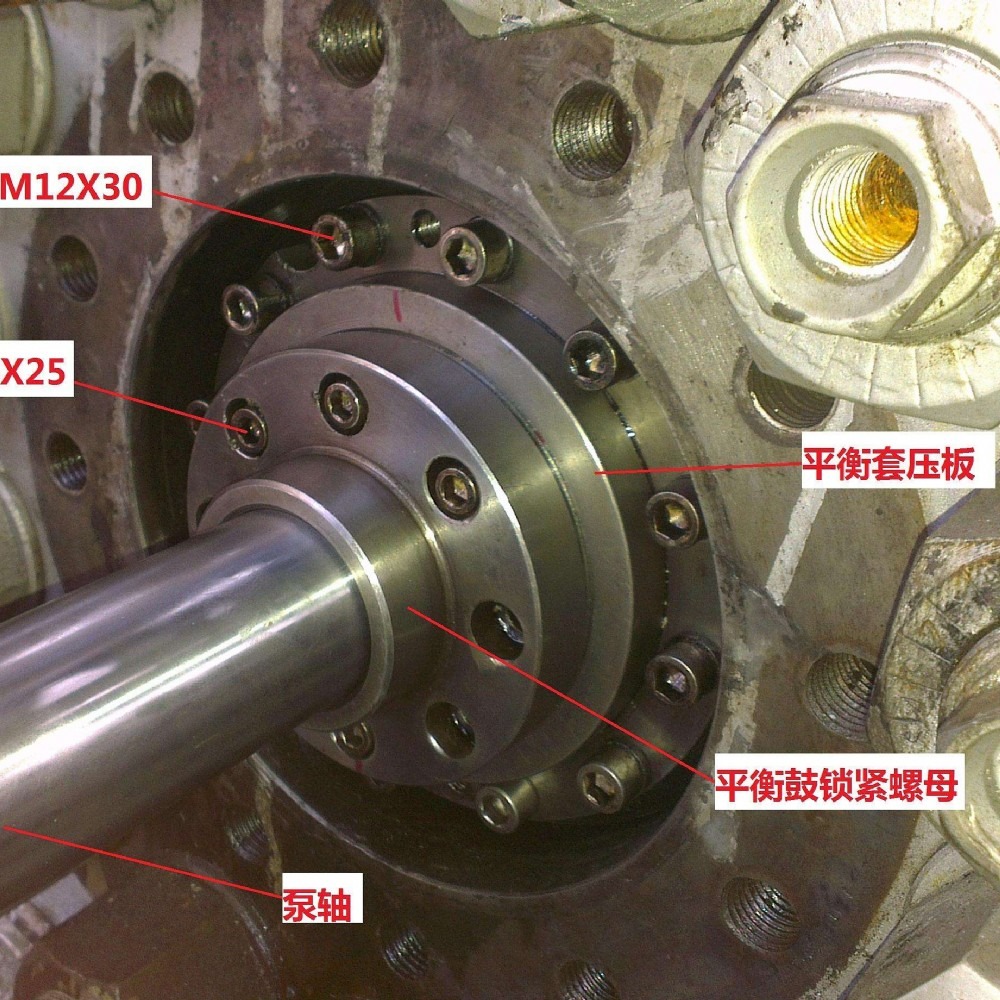
泵阀 吊轴 等离子熔覆修复 出售等离子焊机
¥12580元
基本参数
| 品牌 | 多木 | 型号 | DML-V03BD |
| 用途 | 修补 | 作用对象 | 金属 |
| 作用原理 | 脉冲 | 产地 | 上海 |
| 产品认证 | CCC | 电流 | 交流 |
| 功率 | 120W | 规格 | LHM8-300 |
| 控制方式 | 自动 | 离子气体流量 | 自动 |
| 脉冲占空比 | 自动 | 频段 | 高频 |
| 驱动形式 | 自动 | 输入电压 | 220V |
| 应用范围 | 机械设备维修 | 执行标准 | 国标 |
摘要:通过采用堆悍技术对轴流式水轮机转轮气性进行处理、并不断地进行论证、总结、提高,收到了良好的效果提高了机组的出力、延长了转轮使用寿命创造了较好的经济效益。
水轮机在运行过程中、由于气蚀的产生、导致水轮机遇流部件受到严重破坏、特别是对水轮机的核心部件转轮的气蚀破坏直接影响机组的出力和安全运行。因此水轮机转轮的抗气蚀问题受到各水电站的普遍关注。
气蚀是一种复杂的水动力学现象。普遍认为咱在高速流体下中.当某处压力降低到液体的饱和燕气压力以下时,导致气化咱生成气泡。当气泡流动到高压区突然被压缩而在固体表面崩溃L气泡爆炸)时、形成高顿冲击这样连续不断的过程、导致金属材料的疲劳破坏同时伴随着他学腐蚀,更加速材料的气蚀破坏过程。为了同轻气蚀的破坏妓应,在加强设计、制造、水工建筑和运行研究的同时对已经产生严重气蚀破坏的部件、部住进行有敢修复是各水电站一个垣待解诀的问题。
 等离子熔覆机设备 DML-V03B示例图8" style="margin: 0px; padding: 0px; border: none; vertical-align: bottom; max-width: 100%;">
等离子熔覆机设备 DML-V03B示例图8" style="margin: 0px; padding: 0px; border: none; vertical-align: bottom; max-width: 100%;">
1 堆焊处理的前期准备工作
1.1气蚀母体表面处理
在难’焊前,应将母体表面的水分、油肯&铁锈
消除干净。在转轮气蚀区上,从叶片进水边分成若干矩形块、并用铜字号码打上明显标记。将转轮整体加热到200'('300('也可以利用气焊进行局部加热,
1.2堆埠材料及焊前处理
用正)'4且臼3.2的堆277悍条、不锈钢焊条、结507焊条若干,在烘箱内以150C 200C烘烤
2h,llP可进行使用。
1.3堆焊工具
直流电焊机一台碳弧气刨一把碳精片若干联弧气刨用来割除气蚀破坏层所用碳情片的规格为5mm:X20mm:X350mmO电动砂轮24台‘fi'Y轮片若干作工序处理工作2
 等离子熔覆机设备 DML-V03B示例图9" style="margin: 0px; padding: 0px; border: none; vertical-align: bottom; max-width: 100%;">
等离子熔覆机设备 DML-V03B示例图9" style="margin: 0px; padding: 0px; border: none; vertical-align: bottom; max-width: 100%;">
2堆焊修复工艺与步骤
2.1气蚀区的扩大与刨除
当水轮机运行的工况t水头、负荷J改变时.气蚀区也随之改变。在气蚀区周围的金属,由于气他破坏作用已经撞劳或接近疲劳而在宏观上难以看出但在运行一段时间后气蚀破坷力逐渐加剧.气蚀区周边的金属首先遭到破坏.机械强度降低气蚀区般会扩大35mm.
采用碳弧气刨方法切除气蚀区,它的优点是速度快,热量低,变形小a工作时所夹暇精片应与
出问方向一致.出问口的压缩空气断面应呈扁平形,保持表面熔化金属吹去后表面平整。同时手应把稳.接叶片线型进行.先t刀割气蚀区周围.然后按一定的顺序进行.保证正确的切割度和深度3在切割时的技术参数为:直流电焊机极性t反接):工作电ffi-10Vz工作电流400450A.
2.2裂按的消除和堆焊
在堆焊前当转轮某地方.特别是叶片根部和进、出水边处有裂主立时,必项妥善处理,否则在堆焊过程中容易发展和扩大D处理时电先根据裂纹深度和母体厚度用碳弧气刨刨出破口再用手砂轮机磨光唱然后用堆277焊条进行堆焊。对于延伸到叶片边缘的裂住.堆焊从裂纹的根部起逐渐到叶片边部对未延伸到边缘的裂纹,应由两端向中间堆悍,焊序采用逆向退步法B
2.3转轮气蚀区的堆焊当完成气蚀区扩大刨除处理及对裂纹部分的
处理工艺后,便可对气蚀区进行堆悍处理,在堆悍时水轮机的总体变形是复杂而无规律的,应进行对称施焊,并按规定的工艺进行:
(1)为了便转轮均匀地受热和变形,采用对称分块跳步进行堆焊p
t2)焊接变形与焊道方向有直接关系,为了使叶片堆焊的金属量均匀平艳的增加,防止变形加大租裂纹产生,焊量每次要少且均匀向上堆悍,每堆焊一次就要调整位置=
t3)根据变形情况堆焊.按照变形在方向上的规律性.调整反向堆焊躏少变形D
(4)在堆焊过程中当焊后温度未降低到
,1oo·c<呈暗褐色)以前.用手锤迅速轻打,以消除
内应力,
(5)采用拉筋或支撑筋.施焊过程中监视转轮变形情况.并用叶片样板进行检查、测量。
(6)在机坑内进行堆焊修复时电应按以下方法进行:
a.焊道自始至终活水平线维焊.并由下而上连续搭焊u
b.每{X引弧后,应将电弧回到切割的边缘嘈终止时不能立即灭弧,应将电弧压住回带一点将弧坑填平再灭弧3
c.在堆焊过程中’厚条上下摆动而不能前后摆动,焊条的角度一般应在750 950。
(7}堆焊完毕,用磁弧气刨将堆焊表层割平,使表面与叶型曲线基本吻合,再用砂轮打磨光滑或抛光使翼型线平滑流畅。
(8)转轮堆焊修复工作完成后.,t转轮作静平衡试验,
上海多木实业有限公司

联系人:
刘工

服务热线:
삘팠삘퐧왁왁댡삘

公司地址:
上海市普陀区真南路1948弄80支弄51号3幢底楼B座
-

上海多木 等离子堆焊机 DML-V03BD 价钱电话面议优惠 适用于-矿山机械 石油化工 农耕刀具 熔覆 喷焊 耐磨修复¥120000元
-
上海多木 等离子熔覆机 DML-V02BD 实际价钱面议 适用于-模具 阀门 中部槽 截齿 钻头 农耕刀具 耐磨修复¥120000元
-

多木 等离子喷焊机 DML-V03BD 价钱电话优惠商洽 适用于-螺杆 阀门阀芯 截齿 压铸模具钻头 耐磨防腐¥12000元
-

等离子堆焊 喷焊 熔覆 PTA粉末焊机 上海多木 适用于 螺杆 螺旋绞刀 液压支架 中部槽刮板机 截齿 耐磨修复¥12000元
-
阀门 中部槽 截齿 耐磨修复 更多个性化焊机工装 合金粉末等离子堆焊机 喷焊 熔覆 靠谱厂家 上海多木¥52013.14元
-

刀齿堆焊机 耐磨修复 熔覆 喷焊 矿山设备 上海多木 DML-V03BD¥52013.14元
-

截齿堆焊机 耐磨修复 熔覆 喷焊 矿山设备 上海多木 DML-V03BD¥52013.14元
-

螺杆堆焊机 耐磨修复 熔覆 喷焊 液压杆 上海多木 DML-V03BD¥52013.14元
泵阀 吊轴 等离子熔覆修复 出售等离子焊机相关产品
- 麦格米特Artsen PM500A全数字脉冲智能焊机
- 分体式管道自动焊机(厚壁型)
- 整体式管道自动焊机(厚壁型)
- 悬臂式管道自动焊机(厚壁型)
- 翻转式管道自动焊机
- 差动式管道数控切断坡口机
- 上海多木 等离子堆焊机 DML-V03BD 价钱电话面议优惠 适用于-矿山机械 石油化工 农耕刀具 熔覆 喷焊 耐磨修复
- 上海前山管道 整体式管道自动焊机(普通型)PFAWM-16Ad/24Ad/32Ad/48Ad
- 多木 等离子喷焊机 DML-V03BD 价钱电话优惠商洽 适用于-螺杆 阀门阀芯 截齿 压铸模具钻头 耐磨防腐
- 上海多木 等离子熔覆机 DML-V02BD 实际价钱面议 适用于-模具 阀门 中部槽 截齿 钻头 农耕刀具 耐磨修复
- 上海前山管道 悬臂式管道自动焊机(普通型) CPAWM-16Ba/24Ba/32Ba/48Ba
- 上海前山管道 分体式管道自动焊机(厚壁型) SPAWM-24Ab/32Ab/48Aa/64Aa
- 上海前山管道 整体式管道自动焊机(厚壁型) PFAWM-24Ae/32Ae/48Ae/64Ae
- 上海前山管道 悬臂式管道自动焊机(厚壁型) CPAWM-16Ba/24Ba/32Ba/48Ba/64Ba
- 上海前山管道 翻转式管道自动焊机 SPAWM-16Aa/24Aa
- 上海前山管道 夹钳式管道自动焊机 UPAWM-16Aa/24Aa/32Aa
- 上海前山管道 短管用管道自动焊机 SSAWM-16Aa/24Aa/32Aa/16Ba/24Ba/32Ba
- 等离子堆焊 喷焊 熔覆 PTA粉末焊机 上海多木 适用于 螺杆 螺旋绞刀 液压支架 中部槽刮板机 截齿 耐磨修复
猜你在找
免责声明:以上展示的泵阀 吊轴 等离子熔覆修复 出售等离子焊机信息由上海多木实业有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:泵阀 吊轴 等离子熔覆修复 出售等离子焊机
更新产品链接为:https://www.51pla.com/html/sellinfo/366/36655244.htm
发送询价单


