










-

昆山斯彼尔模内切超高压时序控制器
¥10000元
-

昆山斯彼尔模内自动分离扇形浇口
¥10000元
-

昆山斯彼尔模内自动剪切侧浇口
¥10000元
-

昆山斯彼尔解决塑胶模具产品困气问题
¥10000元
-

昆山斯彼尔塑胶模具自动剪水口
¥10000元
基本参数
| 品牌 | SPEAR | 型号 | SK-01 |
| 加工定制 | 否 | 材质 | 钢铁 |
| 产地 | 江苏 | 类型 | 模具热流道系统 |
| 气压 | 160 | 适用模具类型 | 塑料模 |
| 特性 | 标准级 | 重量 | 50kg |
| 外形尺寸 | 500*300mm | 用途 | 塑胶模具浇口分离 |
| 电动机功率 | 11kw | 别名 | 模内热切 |
| 电压 | 220v | 是否库存 | 是 |
| 售后服务 | 12个月 |
模内热切模具在世界各工业发达地区均得到广泛的应用。
1、模内浇口分离自动化,降低对人的依赖度;传统的塑胶模具开模后产品与浇口相连,需二道工序进行人工剪切分离,模内热切模具将浇口分离提前至开模前,消除后续工序,有利于生产自动化,降低对人的依赖。
2、降低产品人为品质影响;在模内热切模具成型过程中,浇口分离的自动化保证浇口分离处外观一致性,其结果是品质一致的零件,而传统人工分离浇口工艺无法保证浇口分离处外观一致。因此市场上很多高品质的产品均由模内热切模具生产。
3、降低成型周期,加强生产稳定性;
模内热切成型的自动化,避免了生产过程中无用的人为动作,而产品的全自动化机械剪切保证品质一致性 ,在产品大规模生产过程中较传统的模具有着不可拟比优势。


2.1 模内切装置基本构成与系统布局
如图1、2所示,一般模内切装置主要由下列关键部件组成:
切刀:主要负责分离浇口料,一般使用SKH51做热处理加硬。
导向块:与切刀配合实现导向及产品成型,一般使用S136做热处理加硬。
微型油缸:承受高油压推动切刀向上动作。
复位弹簧:当切刀向上完成切断动作后,系统进行泄压,此时复位弹簧施力切刀复位。
行程开关:设置于分型面,用于给高压时序控制器发送开合模信号。
高压时序控制器:输出高压油,通过高压油管和模具油路给微型油缸供力及控制动作实施时间
2.2 基本原理与动作实现
注塑产品射胶—保压期间,利用高压时序控制器提供高压油路推动微型油缸,微型油缸推动切刀顶出切断产品浇口料,也就是在产品注塑成型的过程中进行分离。依据产品级模具结构不同,可以调整高压时序控制器及刀具形状, 达到的分离效果。
3浇口设计
使用模内热切的浇口与传统浇口有些区别,常用的有牛角浇口转切口和侧进浇口转切口两种,设计方面需要注意以下问题:
3.1 浇口的大小设计
浇口的大小对注塑产品的浇注效果影响很大,在兼顾浇注效果的同时,也需满足切刀的标准化和可换性问题。对于浇口的长度和宽度,需要按浇注需求选择接近规格的切刀型号。对于浇口的厚度,依据模内切装置高压油缸的行程值(可稳定切断的状态),可在0~4mm之间选择和调整。
3.2 溢料槽的设计
由于需要挤压剪切实现分离浇口料,必须设计溢料槽分流由于切刀挤压成型产生位移的塑料,避免浇口局部塑料密度增大而导致切刀过快磨损或者切不干净。溢料槽通常为切刀外侧面(内侧面为注塑产品)一个比流道宽的槽位,参考尺寸为:宽度=流道宽+5mm,高度与流道等高。各相接棱边必须倒好R角,做到各面圆滑过渡,同时需要做大出模角度,防止局部粘模而导致水口料顶出不平衡。
4 应用场合
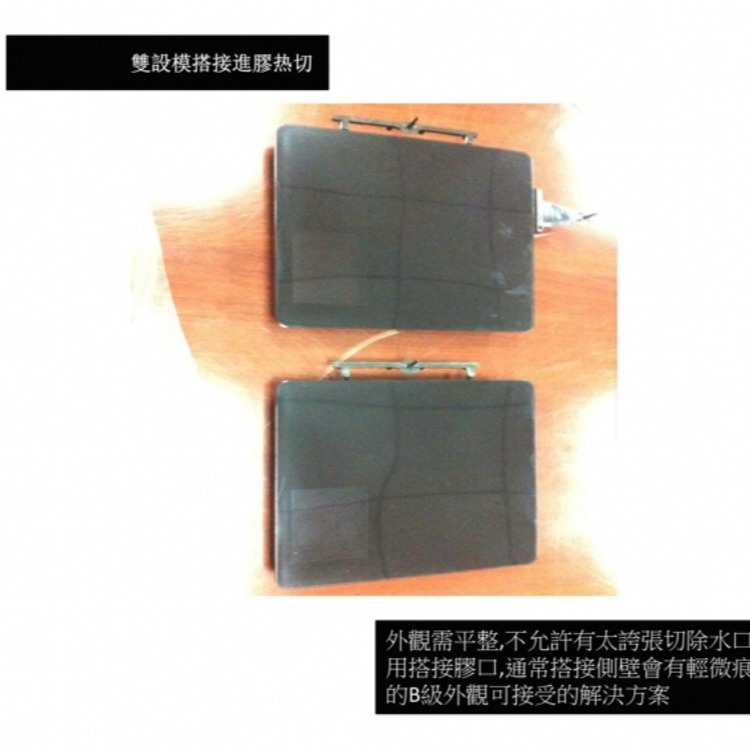
模内热切应用场合广泛,适用于侧水口,搭接式水口,大型扇形水口,环形水口,潜水口,牛角水口等均可应用。刀口形状根据浇口形状变化而变化,同时依据不同的浇口在刀口上的投影面积计算分离浇口是需要的力量来选择应用高压油缸的大小和数量。
5 效果改善
由于切刀实际上也承担一部分成型的作用,所以分离水口料过程也是挤压成型过程,塑料产品上除了存在切刀和导向块的镶拼线外,没有残料产生。由于浇口分离处与产品共面,虽然有手感,但对产品外观的影响是不明显的。产品应用普通侧水口的情况下,使用手工去除侧水口后,产品表面存在粗糙而泛白的残料区,而且R角外观特征已呈残缺状。右图产品应用模内热切分离浇口后,没有残料,外观面与切口同样光滑,色泽无明显差异,外边缘R角特征完整。镶拼线的效果在产品上显示并不明显,高低台阶在0.05mm以下,
6 可制造性考虑
由于浇口料在模具顶出前就已经与塑料制件分离,所以批量生产过程中需要考虑浇口料的顶出与取件。一般牛角浇口分离后经顶出可以自动弹出后落下,但有无序弹飞的风险,侧进浇口分离后经顶出有可能粘付在顶针上,需多次顶出才能自动落下。所以建议浇口料设计工艺圆盘或取料柄, 与注塑产品一起使用机械手抓取,这样可以保证批量生产过程稳定可靠。
7 存在的不足及问题
7.1 切刀与镶件摩擦产生黑粉
由于切刀在动作过程中承受流道施予的侧向注塑压力,在生产过程中容易因摩擦而产生黑粉。这些黑粉随流道进入产品,在刀口周边形成一条黑线,会造成不合格件产生,特别是生产白色高光产品时更为明显,目前主要是通过刀口镀钛合金来解决。目前经过生产验证,镀钛处理后的切刀,可连续生产20万次以上。
7.2 漏油
由于系统采用超高压油压系统,输出压力可达800~1000kg/平方厘米,所以对油路及油缸处的封油效果有特别要求,否则生产过程中容易造成漏油现象。目前在油路端采用金属密封圈封油,而在油缸端采用进口密封圈封油,可确保长期生产。
7.3 浇口有应力痕或切不干净
由于是在注塑过程中,塑料未冷却时进行压切动作, 当压切的量较大,或者压切的时间不当的时候,容易造成浇口表面产生应力痕不良。目前主要是通过调整压切行程和压切时间去改善。生产应用证明,一般高光家电模具上(ABS和HIPS材料),刀口动作行程控制在0.8mm以下,刀口动作后与前模腔间隙控制在0.02mm~0.005mm的情况下,通过调节压切时间T1,可实现良好的切断效果,同时不影响注塑效果。
7.4 切刀卡死及披锋
当切刀与导向块的配合不合格的时候,容易造成切刀卡死或披锋产生。目前主要是靠加工精度和反复调试、磨合控制。
8 总结
模内时序控制技术是模具行业未来色趋势,是生产自动化的起点。模内热切技术既可改良了浇口分离效果,又可满足浇口的自动分离,从而促进了模具的自动化水平。就目前模内热切技术而言,在家电模具上的应用还不算普及和成熟,特别是稳定性、可靠性方面更需要改进,就像当年热流道技术普及过程一样,还需要不断摸索和改善,成为一种成熟可靠的技术。
苏州斯彼尔模内热切有限公司

联系人:
张先生

服务热线:
얓ꁸ숷뤗ꁸ얓ꁸ

公司地址:
昆山市张浦镇俱进路2062号12号楼
-

塑胶模具模内热切¥10000元
-

模内热切技术讲解¥10000元
-

斯彼尔产品和切刀¥10000元
-

斯彼尔模内热切¥10000元
-

苏州斯彼尔自动剪水口技术值得您信赖¥10000元
-
苏州斯彼尔模内浇口自动分离技术¥1元
-

苏州斯彼尔模内切厂商¥1元
-

苏州斯彼尔家电模内热切¥1元
苏州斯彼尔自动剪切水口装置相关产品
- 天匠3600起订人字砖模具 检查井模块模具 路面水泥彩砖模具 价格
- 全自动数控玻璃钢化粪池缠绕机
- 浙江绍兴二手设备回收 绍兴旧机械设备回收 绍兴废旧金属设备回收
- 上海大型塑料模具设计加工制造 高温尼龙塑胶注塑模具开发
- 大型注塑模具设计制作 汽车塑料模具开模加工 塑胶模具制造加工
- 上海塑料开模注塑模具制造加工 精密模具设计加工注塑成形模定制
- 上海注塑模具制造 瓶盖模具开模加工 PP塑料件开模制造
- 塑胶模具制造加工 大型注塑模具塑料模具厂 汽车塑料模具开模加工
- 上海注塑模具开发塑料模具开模注塑 大型塑胶外壳模具加工厂定制
- 上海塑料模具开模 注塑模具 精密模具加工 塑料外壳注塑加工
- Erowa夹具 CNC卡盘 铜公电极 分中校正 3R不锈钢黄铜夹头 标准自动拉钉杆 定位片 EDM火花机线切割 塑胶配件
- Erowa夹具 EDM火花机线切割 标准电极 分中校正 快速精准 3R夹头 CNC铜公数控电脑锣加工 5090G型定位片
- 半自动 液压七轮弯弧 角钢拉弯 弯圆加工 弯管机
- 导热油模温机
- 供应宝鸡市玻璃钢化粪池缠绕机 玻璃钢化粪池生产线
- 供应云南玉溪市农村改厕化粪池生产设备 厕所化粪池缠绕机
- 供应广西宜州市城镇污水处理管道缠绕机
- 上海注塑模具制造 瓶盖模具开模加工 PP塑料件开模制造
猜你在找
免责声明:以上展示的苏州斯彼尔自动剪切水口装置信息由苏州斯彼尔模内热切有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:苏州斯彼尔自动剪切水口装置
更新产品链接为:https://www.51pla.com/html/sellinfo/380/38004279.htm
发送询价单


