










高铁轨道交通零部件喷砂机抛丸机厂家
| 价格 | ¥298800/台 | |
| 起订量 | ≥1 | |
| 所在地 | 广东 东莞 | 可售量 10000台 |

产品推荐
-

¥80000元
开孔器喷砂机生产厂家,合金钻头喷砂机设备,金属制品喷砂机
-

¥10000元
飞机刹车盘关键部件维修专用吹砂机设备
-

¥130000元
剪刀清理自动喷砂机
-

¥150000元
合金锯片去焊渣喷砂机生产厂家,锯片去焊渣喷砂设备
-

¥10000元
复合材料喷砂机厂家,喷砂机设备,新材料新装备喷砂机厂家

-

自动输送式铝合金挤压产品喷砂机,散热器喷砂机表面清理
¥10000元
-

电热管砂料去除清理喷砂设备,发热管镁粉喷砂清理设备
¥15000元
-

低压铸造模具表面喷砂机,铝型材挤压模具喷砂机设备生产厂家
¥150000元
-

液体自动喷砂机生产厂家 水喷砂机厂家 出口自动喷砂机设备
¥398000元
-

JCK-9060A陶瓷半导体喷砂机,陶瓷半导体镀膜挡板清理喷砂设备
¥9800元
基本参数
| 品牌 | JCK | 干湿类型 | 干式喷砂机 |
| 加工定制 | 是 | 种类 | 自动喷砂 |
| 动力模式 | 气动式无气喷 | 质量认证 | ISO9001 |
| 产地 | 东莞 | 型号 | JCK-ZP1213-3A |
| 别名 | 江苏 | 适用范围 | 活塞环内外壁清理 |
| 打样周期 | 1-3天 | 加工贸易形式 | 来料加工 |
| 加工周期 | 1-3天 | 是否进口 | 否 |
| 订货号 | JCK-系列 | 货号 | -1820 |
| 产品别名 | -喷砂机 |



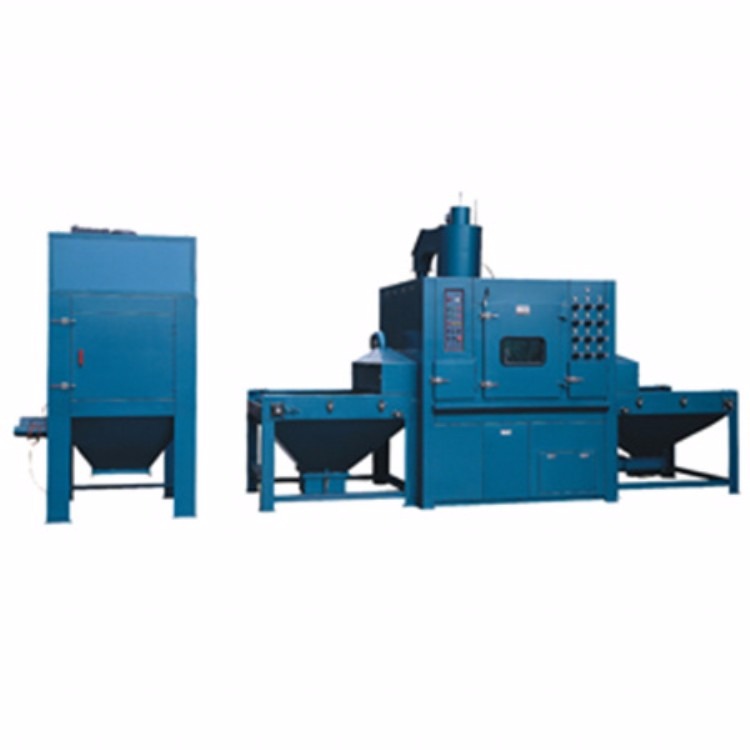
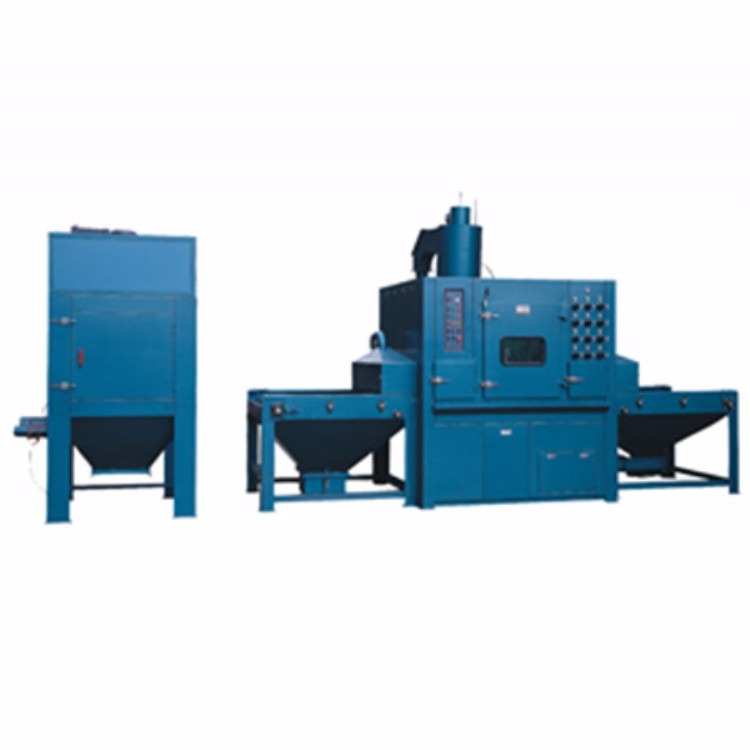
吉川转盘式自动喷砂机主要特点:
1.大转台间歇回转,小转台自转;
2.可根据工件的外形情况,调整每支喷枪的位置;
3.喷枪可摆动也可以固定喷砂,喷枪摆动速度及小转台自转均可变频调整;
4.除下列的产品外,另可根据客户需求量身定制各类自动化喷砂设备及喷砂生产线;
适用于盘类、圆柱类、方形工件的内外表面喷砂批量生产,如工艺品、玻璃灯罩、不粘锅、手电筒、烤盘、不锈钢洗手盆、通讯器材等工作。


.jpg")


参数指标:
喷枪数量:12支
喷嘴规格/材质:(6)*8*20*60碳化硼
旋风分离器型式/尺寸:侧旋风900*2000
除尘器尺寸:滤袋式64个 1300*1300*2500;滤芯脉冲式12个 1200*1560*2500
大转台回转电机功率:1.5KW
喷枪摆动电机功率:0.75KW
小转台自动电机功率:0.75KW
除尘风机功率:7.5KW
总功率:10.5KW不含空压机
压缩空气源:75-100HP流量:8-12立方米每分
电源配置:380V三相五线制
主机外形尺寸:2200*2300*2100
工位数:总工位8个,喷砂工位2个
适合*工件尺寸:350(D)*250(H)
工作方式:人工将工件装夹在小转盘治具上,由大转盘转动带动小转盘移动至喷砂加工位点,转盘被止动装置止动而停止转动,工件由小转盘带动旋转,喷枪分两组上下往复摆动对工件的表面进行喷砂加工,保证了工件喷砂均匀。加工完毕,止动气缸回缩,大转盘转动,工件由取放区拿出,同时下一加工程序循环而至,以形成连续工作状态。本机配置的抽风系统,可实现砂料与粉尘的有效分离,保证产品加工的高质高效,同时降低砂料的消耗;除尘箱能有效地清理室体散步的粉尘,防止外泄,使操作者能有一个良好的工作环境。


吉川机械—— 吉川喷砂机、样板工程遍布大江南北,广泛应用于国防航天科技,重型工业制造,汽车制造,能源工程,家电产业,工艺装饰,五金机械等众多领域。吉川科技——工业品美容专家,为您的产品升值提供专业技术支持。
生产厂家:东莞吉川机械科技股份有限公司
项目负责人:周杨力
电话:13918431334
邮箱地址:1538894748@qq.com


 喷砂机.jpg" _src="https://img1.51pla.com/51pla/images/202208/24/9fa4bb968f436eec24431889832ada9d.jpg">
喷砂机.jpg" _src="https://img1.51pla.com/51pla/images/202208/24/9fa4bb968f436eec24431889832ada9d.jpg">
 喷砂机.jpg" _src="https://img1.51pla.com/51pla/images/202208/24/eb4491d05be8f707cb90cf6349a350a3.jpg">
喷砂机.jpg" _src="https://img1.51pla.com/51pla/images/202208/24/eb4491d05be8f707cb90cf6349a350a3.jpg">

东莞吉川机械科技股份有限公司

联系人:
周经理

服务热线:
롂넧쑑롂퍤ꤰ넧롂넧넧ꤰ
롂넧쑑롂퍤ꤰ넧롂넧넧ꤰ

公司地址:
广东东莞中国万江区小享社区工业区建南二路3号
-

喷砂机_手动_自动_液体_设备_模具_价格_生产厂家¥2000元
-
环保型推车斜靠式手动喷砂机¥150000元
-
手机盖板自动液体喷砂机¥530000元
-
剪刀清理自动喷砂机¥130000元
-

阀门喷砂设备,铸造不锈钢叶轮,球阀喷砂机生产厂家,蝶阀喷砂机价格,液体喷砂机¥80000元
-
机床附件卡盘卡爪喷砂机设备,上海吉川机械科技有限公司喷砂机生产厂家¥130000元
-

吉川履带喷砂机,紧固件履带喷砂设备,小型零部件喷砂机生产厂家¥88000元
-

吉川液体喷砂机,JCK-W98液体水喷砂机配件,砂泵电机配件销售¥10000元
高铁轨道交通零部件喷砂机抛丸机厂家相关产品
- 自动喷砂机 厂家直销批发自动喷砂机
- 9060手动喷砂机 厂家直销手动喷砂机
- 9060侧开门手动喷砂机 小五金工件喷砂机 深圳喷砂机厂家直销
- 1212手动喷砂机 干式手动喷砂机 深圳哪里手动喷砂机便宜
- 厂家直销全自动喷砂机 平面输送式自动喷砂机 深圳厂家直销
- 杰诚喷砂机厂家直销 表面处理全自动喷砂机 无尘环保全自动喷砂机
- 移动式开放喷砂机 除锈翻新去油漆喷砂罐 高压移动式喷砂机
- 江苏环保转盘式自动喷砂机 高端酒瓶自动喷砂 圆形铝件批量处理
- 全自动转盘喷砂机 转盘模具喷砂机 圆柱体表面喷砂专用设备
- 厂家供应气控阀移动开放式喷砂机 户外高压除锈防腐小型喷砂罐
- 深圳杰诚厂家直销环保喷砂机 精细喷砂处理液体喷砂机 喷砂机包邮
- 自动喷砂机 手机外壳输送式全自动喷砂机 厂家直销全自动喷砂机
- 厂家直销移动开放式喷砂机 户外作业喷砂机 大型工件除锈设备
- 杰诚移动式喷砂罐 金属表面除锈专用喷砂机 厂家直销现货供应
- 厂家定做全自动喷砂机 表面处理专用喷砂机 输送式自动喷砂机现货
- 1010不锈钢水式喷砂机 湿式喷砂机 无尘环保模具液体喷砂机
- 杰诚厂家直销移动式喷砂罐 金属表面除锈专用喷砂机 喷砂罐价格
- 环保自动输送喷砂机 干式无尘自动喷砂机 东莞喷砂机厂家
猜你在找
- 液体自动喷砂机生产厂家 水喷砂机厂家 出口自动喷砂机设备
- 低压铸造模具表面喷砂机,铝型材挤压模具喷砂机设备生产厂家
- 电热管砂料去除清理喷砂设备,发热管镁粉喷砂清理设备
- 自动输送式铝合金挤压产品喷砂机,散热器喷砂机表面清理
- JCK-9060A陶瓷半导体喷砂机,陶瓷半导体镀膜挡板清理喷砂设备
- 大型自动吹砂机厂家,汽车零部件减振器喷砂机设备,减震器外壳体自动喷砂机生产厂家,吉川喷砂机
- 高铁轨道交通零部件喷砂机抛丸机厂家
- JCK-1010A焊接去氧化皮喷砂机,焊接去焊渣喷砂机生产厂家
- JCK高性能电容器喷砂打标剪切生产线,新型电感电子元器件自动喷砂机生产线
- 半导体石英管喷砂机,陶瓷制品喷砂系统,石英太阳能设备部件,石英半导体设备部
- 复合材料喷砂机厂家,喷砂机设备,新材料新装备喷砂机厂家
- 四川金刚石钻头自动喷砂机工艺,石油钻采工具喷砂机厂家,硬质合金制品喷砂机,钻井工程喷砂设备
免责声明:以上展示的高铁轨道交通零部件喷砂机抛丸机厂家信息由东莞吉川机械科技股份有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:高铁轨道交通零部件喷砂机抛丸机厂家
更新产品链接为:https://www.51pla.com/html/sellinfo/498/49829650.htm
发送询价单


